Инструкция по установке роботизированных рук SWITEK для литьевых машин – Глава 6: Управление записями
Абстрактный
Роботизированный манипулятор SWITEK с 3/5 осями и сервоприводом способен записывать более 100 программ для различных конструкций пресс-форм. В этой главе мы покажем вам, как создать новую программу, создать резервную копию существующей программы и перезагрузить её с USB-накопителя, а также как роботизированный манипулятор будет реагировать на программу и т. д.
6.1 Создание и загрузка программы
В режиме «Остановить» нажмите кнопку «Запись» в строке меню, чтобы перейти на страницу управления записями. Вы можете управлять своими программами на этой странице, как показано ниже:
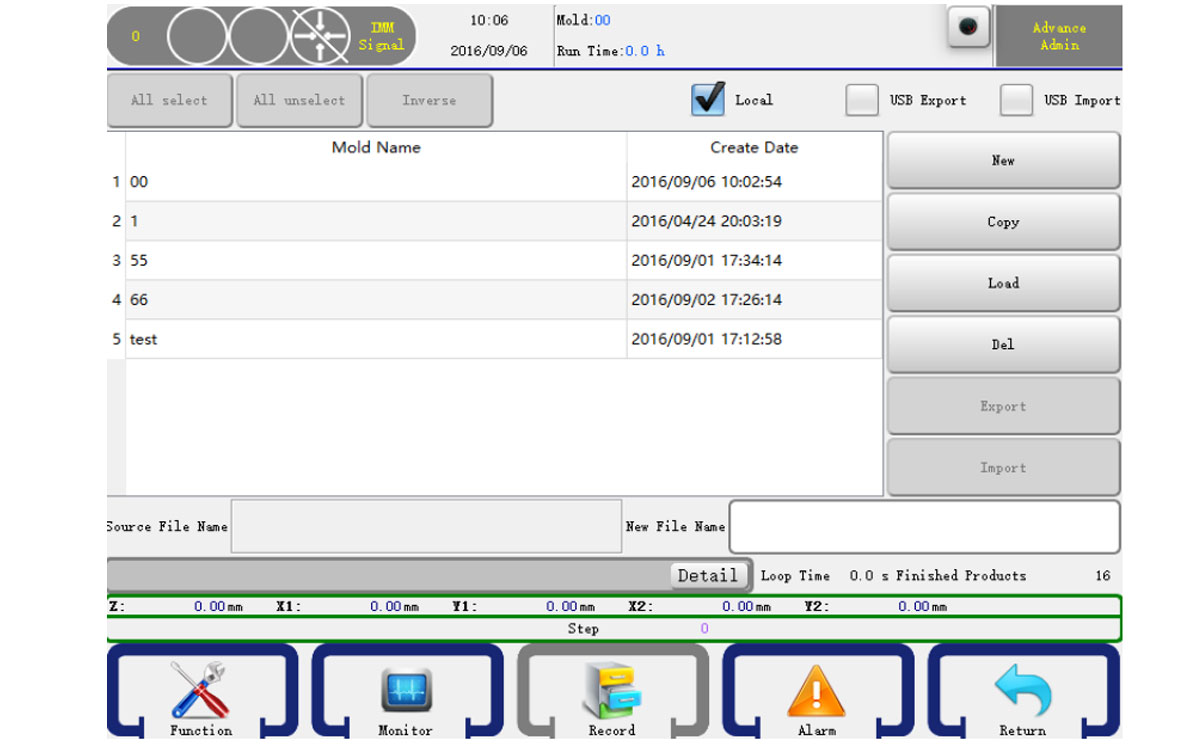
- Создать программу: Введите имя программы в поле имени файла, а затем нажмите кнопку «Создать», чтобы создать новую программу.
- Копировать программу: Введите имя программы в поле имени файла, а затем нажмите кнопку «Копировать», чтобы скопировать программу в новую программу.
- Загрузить программу: Выберите программу, а затем нажмите кнопку загрузки, чтобы загрузить программу.
- Удалить программу: Выберите программу и нажмите кнопку «Удалить», чтобы удалить её. Текущая используемая программа не может быть удалена.
- Экспорт программы: Выберите программу, а затем нажмите кнопку экспорта, чтобы создать резервную копию программы на USB-накопителе.
6.2 Инструкция по программе
Поверните ручку влево, чтобы перейти в режим ручного управления, а затем нажмите кнопку обучения на панели главного меню, чтобы открыть редактор программ. Как показано ниже:
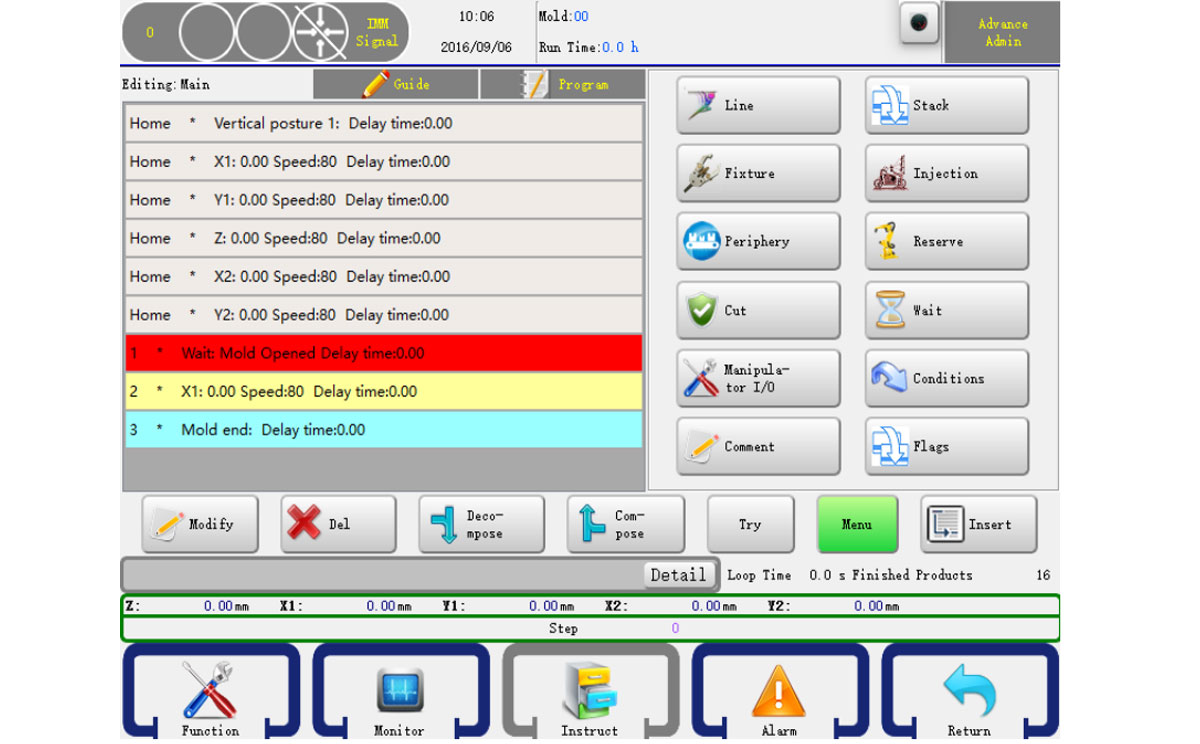
Действие сервопривода, действие стека, действие крепления, впрыск, вспомогательное действие, резервное действие, действие проверки, действие ожидания, последовательное действие, периферийное устройство включены в кнопку «Инструкция». Нажатие этих кнопок позволяет редактировать программу. Нажмите «Инструкция», чтобы вернуться в меню.
В режиме команд, выбрав действия, которые вы хотите объединить, нажмите «Комбинация», и вы получите тот же шаг действия, который будет выполняться одновременно в автоматическом режиме. Вы также можете разделить комбинированный шаг на несколько шагов, нажав кнопку «Разрыв».
6.2.1 Действие сервопривода
Нажмите кнопку «Линия», чтобы открыть редактор действий сервопривода. Здесь вы можете установить состояние осей X1(X2), Y1(Y2), Z, C (поза), как показано ниже:
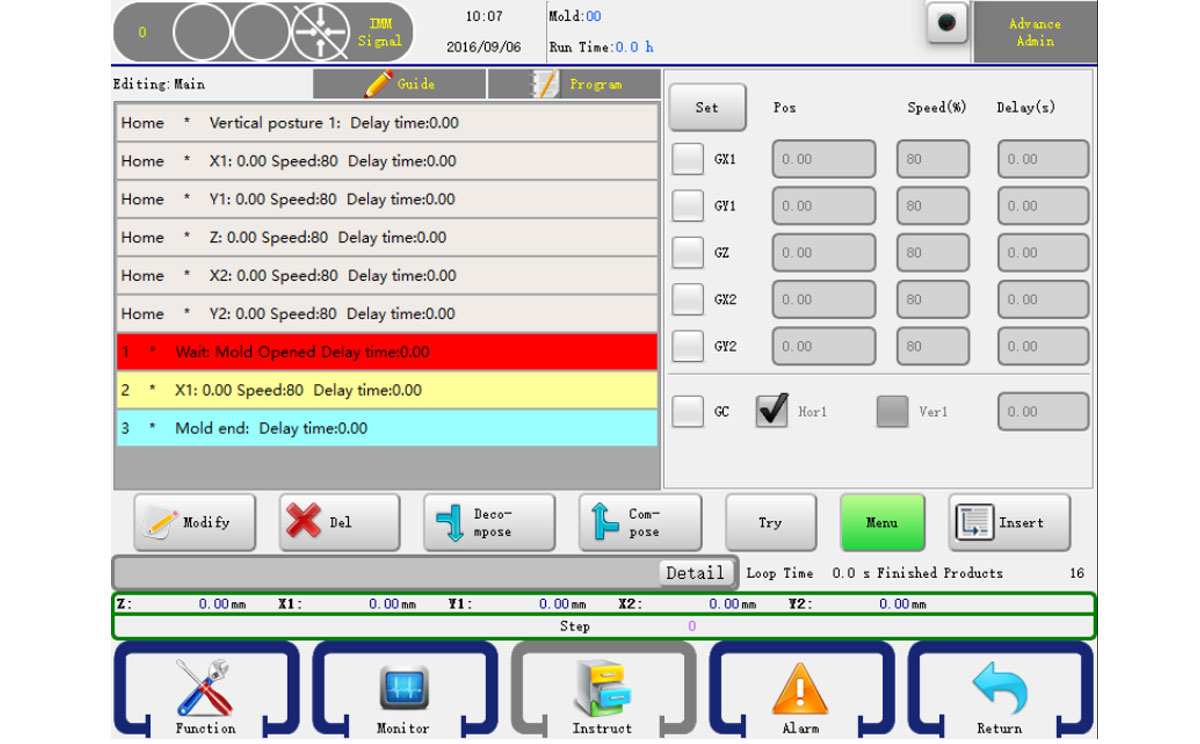
На этой странице можно задать положение осей X1(X2), Y1(Y2), Z, рабочую скорость и время задержки. После нажатия на значок √ слева настройте параметры осей, выберите и нажмите кнопку «Вставить», чтобы соответствующие настройки были подтверждены и вставлены в шаги программы.
Существует два способа установки положения оси:
- Введите нужную позицию в поле редактора.
- Нажмите кнопку оси на клавиатуре, чтобы переместить руку в нужное положение, а затем нажмите кнопку установки.
6.2.2 Начальная точка программы
Шесть шагов показаны как исходное положение и поза шести осей.
Шесть шагов состояния [Home], указанные выше, которые являются шагами по умолчанию в новой программе, можно редактировать, нажав кнопку «Изменить», чтобы изменить начальное положение, рабочую скорость и время задержки осей. Удаление этих шагов невозможно.
6.2.3 Действие стека
Нажмите кнопку «Стек», чтобы перейти в редактор действий стека, как показано ниже:
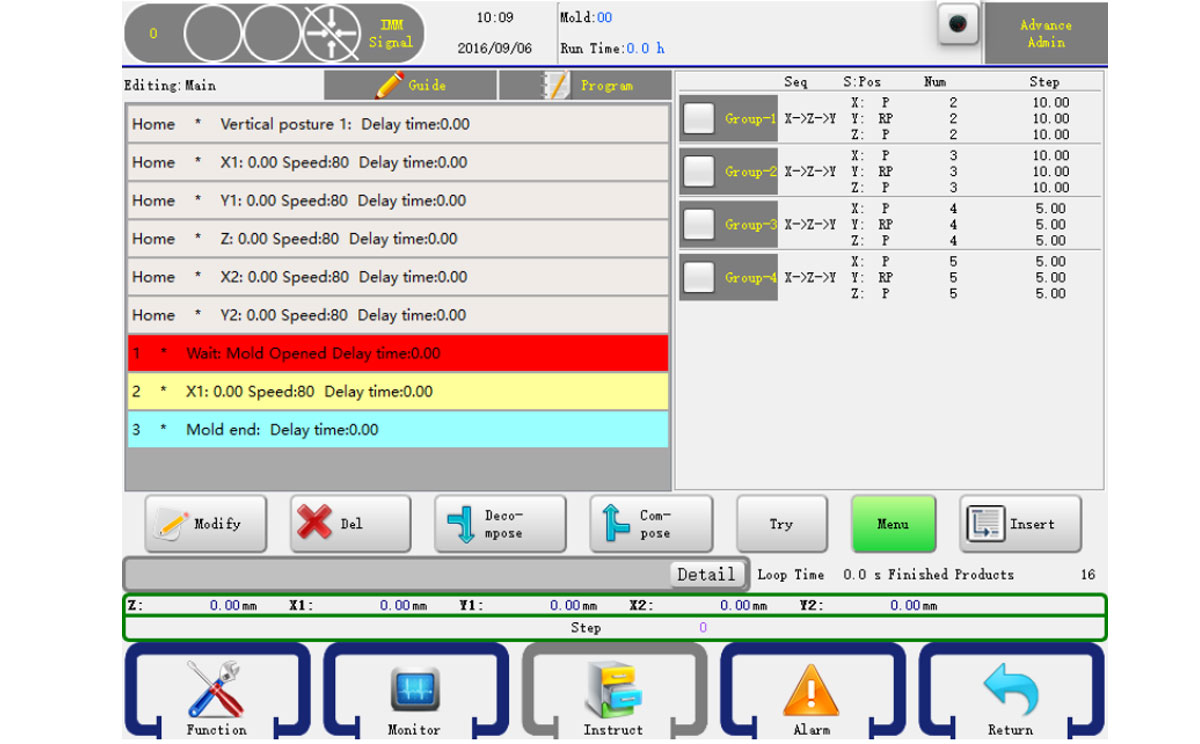
Выберите левую сторону стопки, чтобы вставить группу программ, задайте группу и нажмите кнопку «Вставить» перед этапом укладки. В автоматическом режиме робот будет укладывать продукты в порядке их заказа.
Если вы хотите использовать ось Y для штабелирования, вам следует убедиться, что штабель вставлен до операции опускания оси Y.
6.2.4 Действие приспособления
Нажмите кнопку «Приспособление», чтобы перейти в редактор действий приспособления и присоски, как показано ниже:
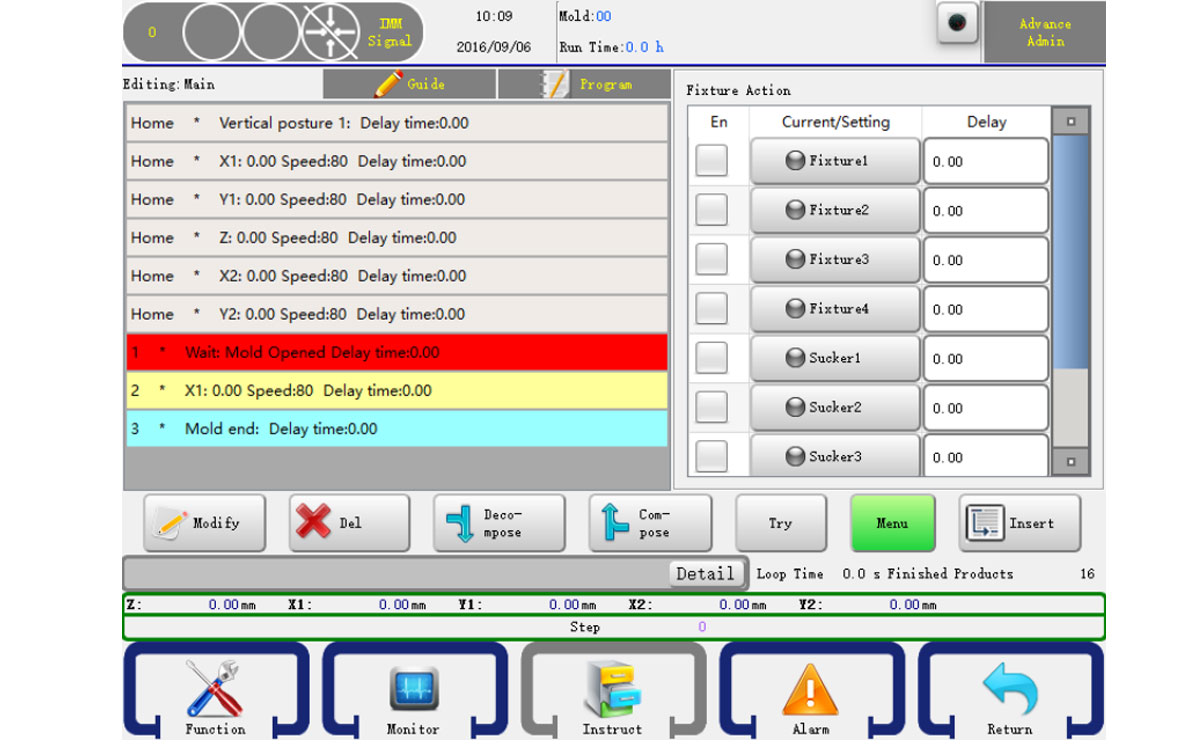
Контроллер может задать четыре устройства и два действия присоски. Для управления нажмите кнопку, и индикатор станет красным при выходе. Затем нажмите кнопку слева, чтобы она стала √, нажав «Вставить», действие будет вставлено в начало процедуры выбора.
После установки приспособления и присоски обязательно включите действие «Проверка», иначе программа не проверит их сигнал подтверждения. Если вы не подтверждаете сигнал, действие «Проверка» вам не понадобится. Но в любом случае лучше включить действие «Проверка» для защиты машины.
6.2.5 Действие IMM
Нажмите кнопку «Инъекция», чтобы перейти в редактор действий инъекции, как показано ниже:
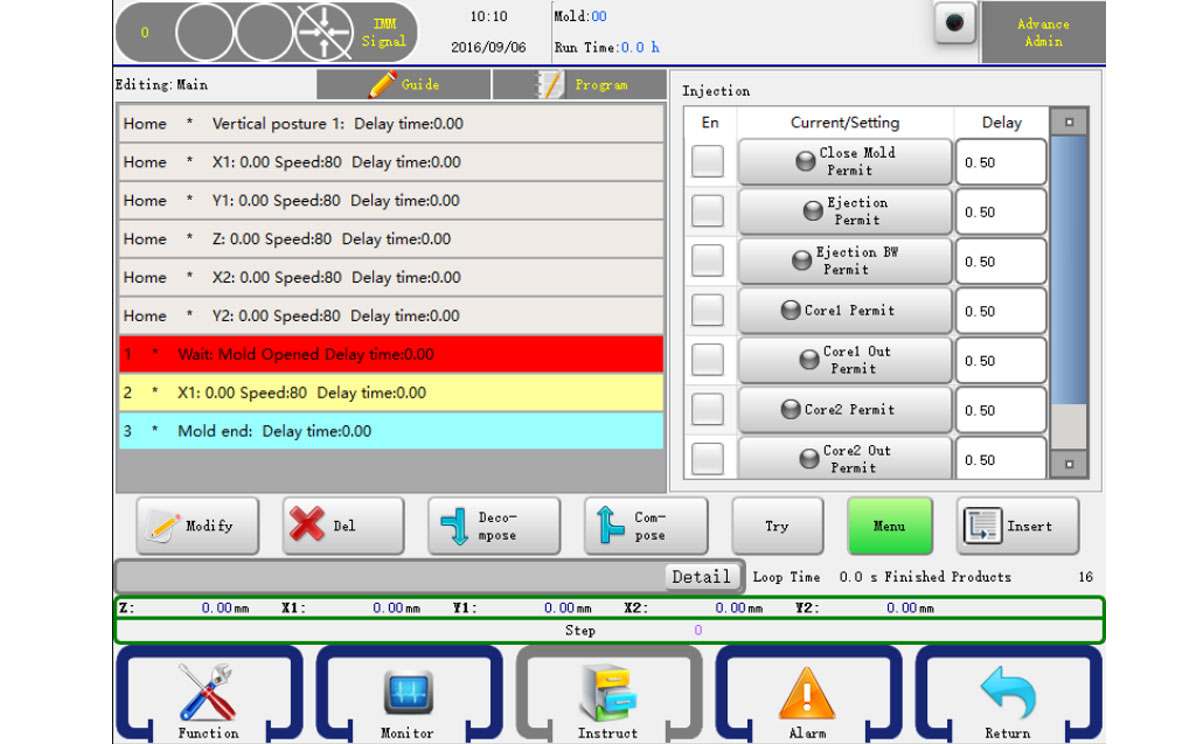
Операция аналогична действию программного фиксатора. См. 6.2.4.
6.2.6 Вспомогательное действие
Нажмите кнопку «Вспомогательное», чтобы перейти в редактор действий периферии. В этом редакторе вы найдете действия инжектора, конвейера, резервной точки и стека, как показано ниже:
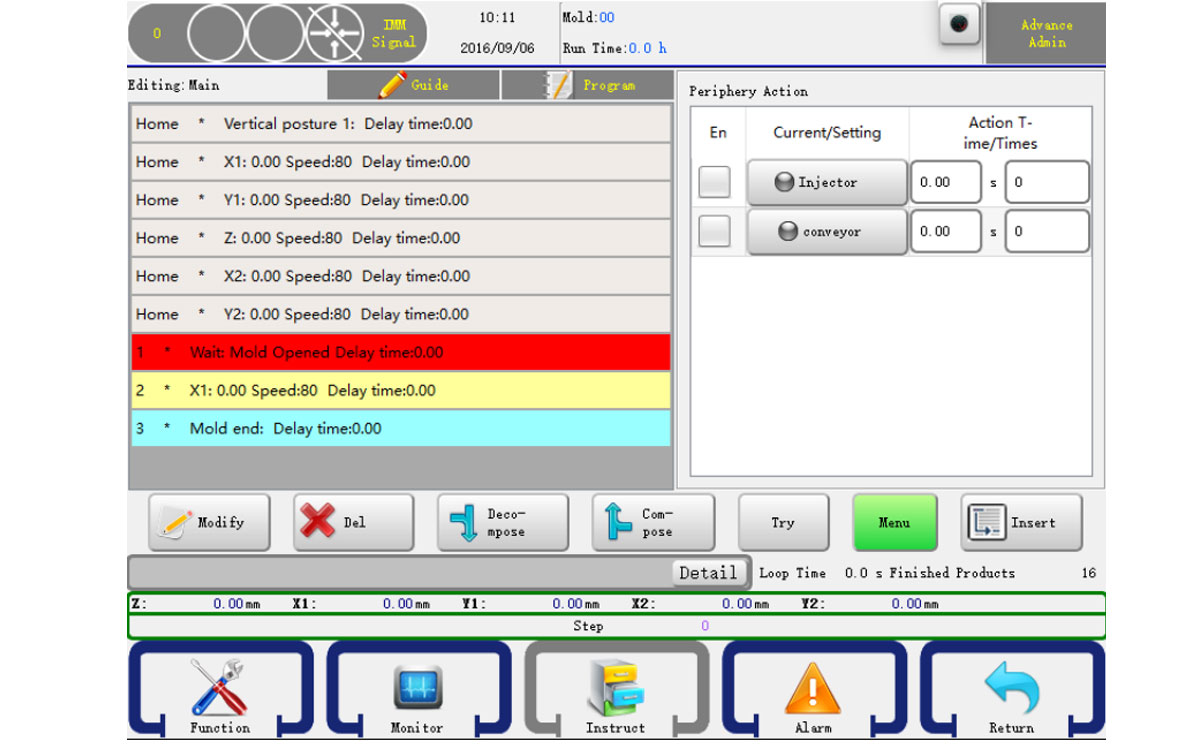
Операция аналогична действию программной оснастки. См. 6.2.4.
Время: Означает продолжительность выполнения действия в цикле.
Задержка: Укажите количество форм в автоматическом режиме при выводе, например, через одну или две и т. д.
6.2.7 Резервное действие
Нажмите кнопку «Зарезервировать», чтобы открыть редактор действий. Как показано ниже:

В системе предусмотрено четыре резерва.
Время:Означает продолжительность выполнения действия в цикле.
Задержка:Установите количество форм в автоматическом режиме при выводе, например, через одну или две и т. д.
6.2.8 Действие ожидания
Нажмите кнопку «Подождать», чтобы открыть редактор действий ожидания. Этот тип действия означает, что программа остановится до поступления входного сигнала, который вы хотите ожидать. Редактор выглядит следующим образом:
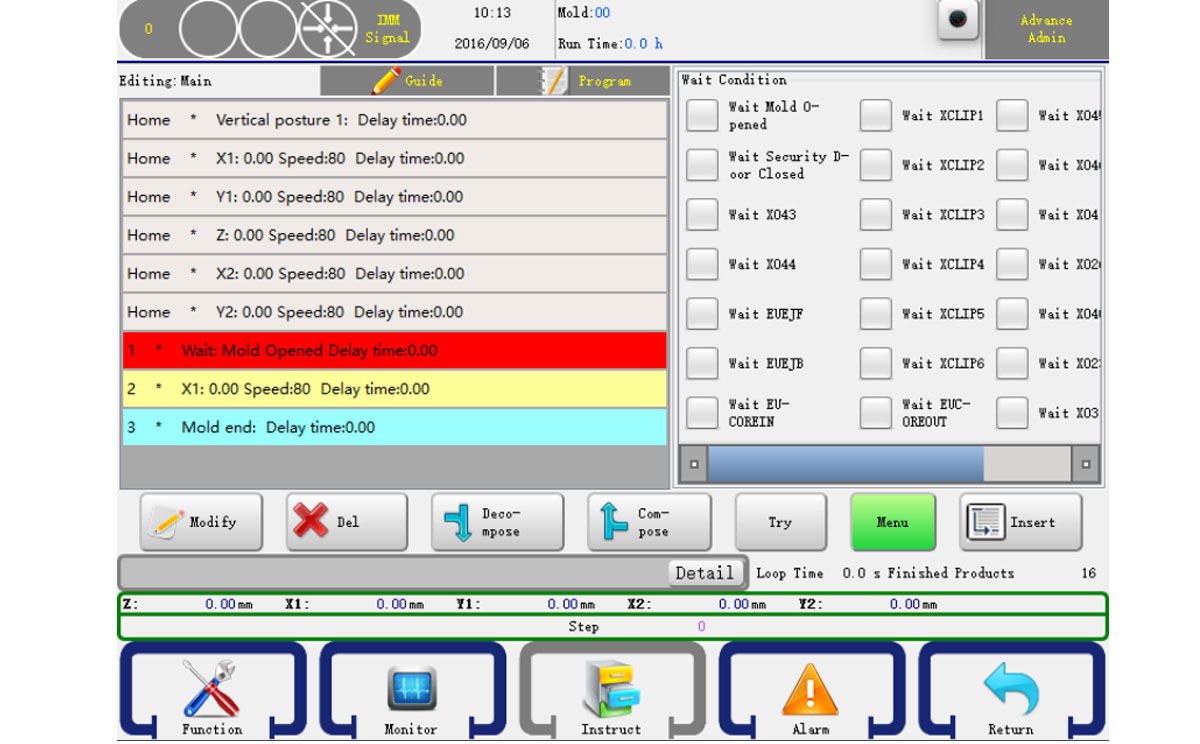
Просто отметьте сигнал, который вы хотите дождаться, и нажмите кнопку «Вставить», чтобы подтвердить изменение.
6.2.9 Комментарий
Нажмите кнопку «Комментировать», чтобы открыть редактор комментариев. Здесь вы можете оставить комментарий к программе.
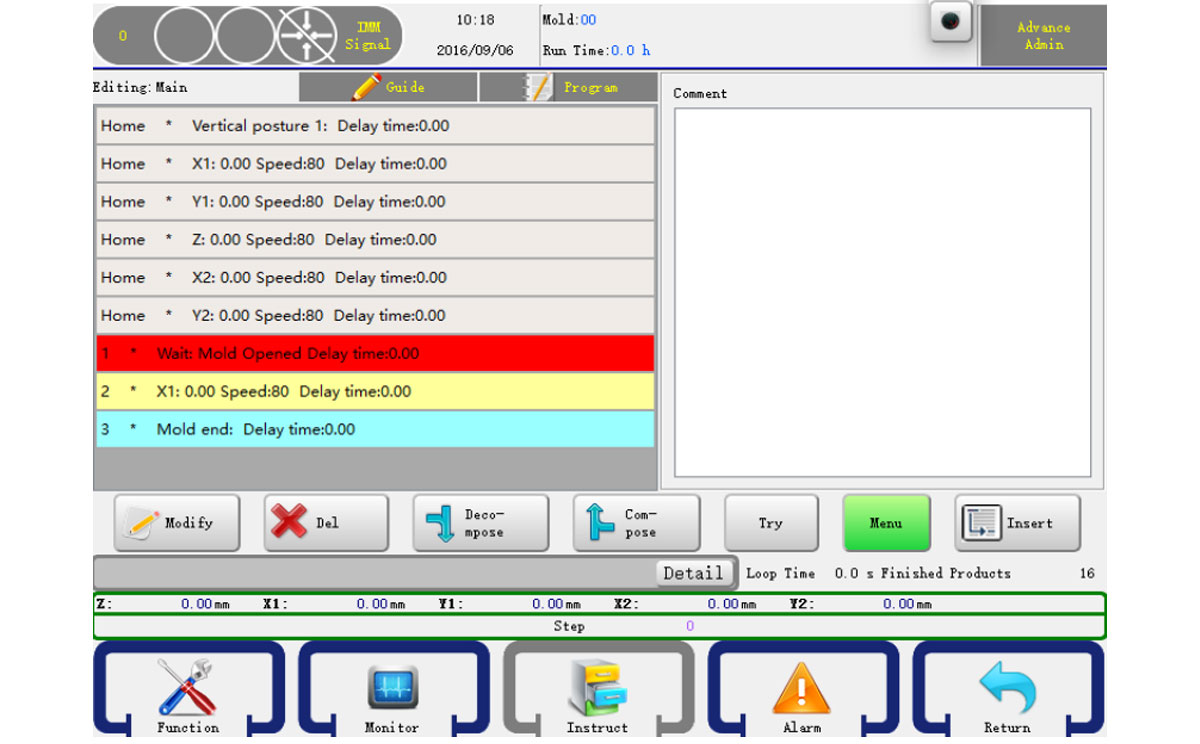
Для ввода информации можно использовать виртуальную клавиатуру.

6.2.10 Условия
Вы также можете задать условия в своей программе:
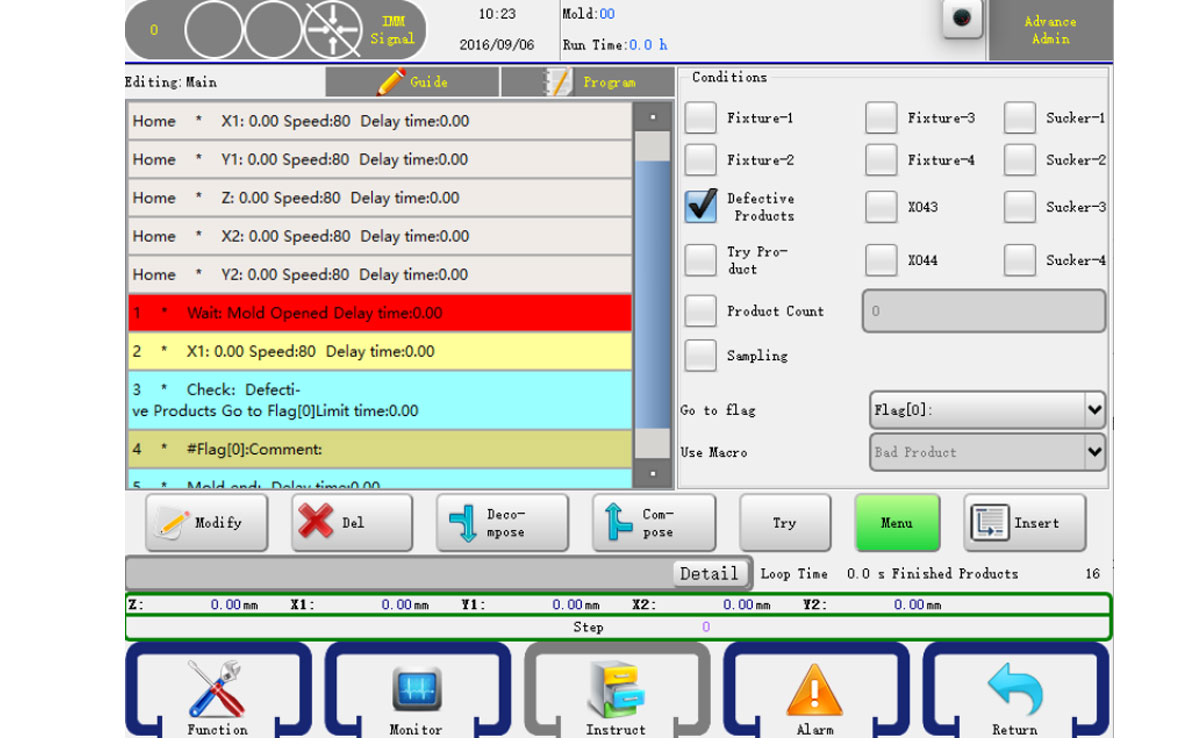
Внимание: Для использования условий программа должна иметь Комментарий.
6.2.11 Изменить программу
Выберите шаг, который вы хотите изменить, и нажмите кнопку «Изменить». Откроется диалоговое окно изменения, как показано ниже:
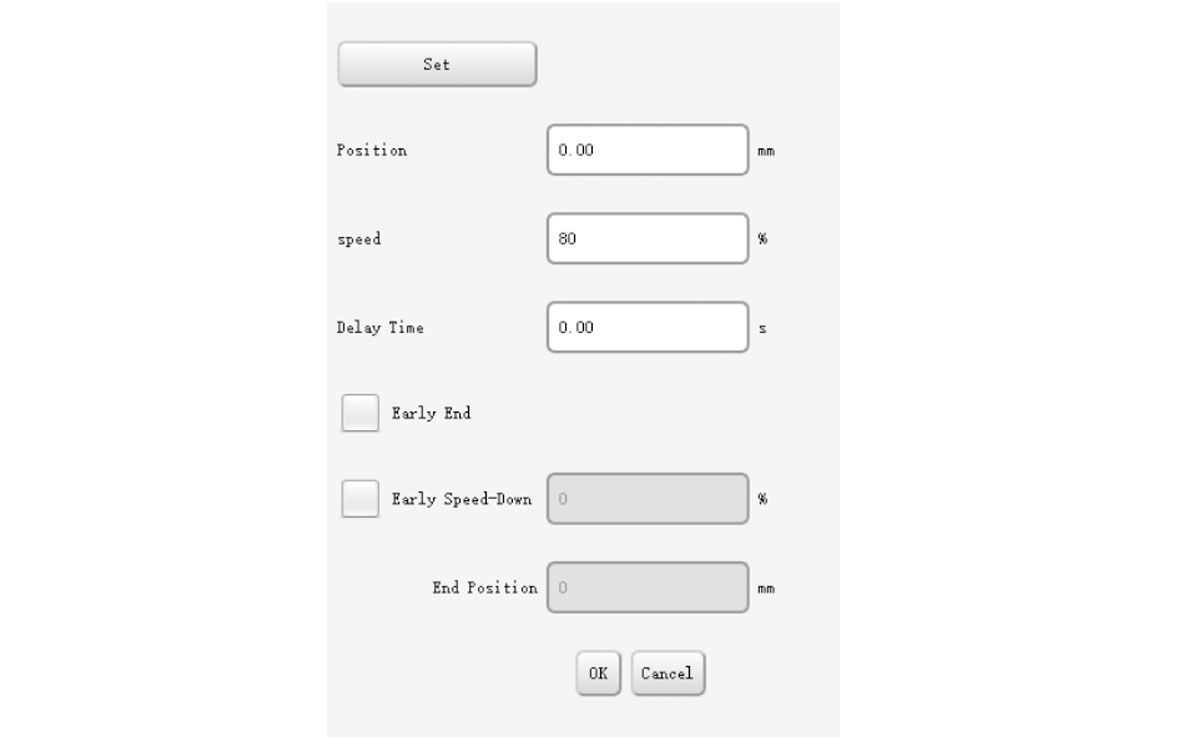
Вы можете изменить конфигурацию действия и нажать OK для подтверждения.
6.3 Демо
Следующая процедура поможет вам освоить и попрактиковаться в программировании робота. В реальной программе робота для литья под давлением в зависимости от вашей реальной ситуации установите положение осей сервопривода и правильную последовательность с помощью литьевой машины.
6.3.1 Команда
Процедура, используемая для сбора изделий и подачи отливок, заключается в том, что робот находится в верхней части пресс-формы литьевой машины и ждет сигнала открытия пресс-формы. Когда пресс-форма литьевой машины открывается, манипуляторы опускаются и захватывают изделия и бегунок, затем бегунок опускают в дробилку, а затем опускают изделие на конвейер, который перемещается в каждом цикле пресс-формы.
6.3.2 Действия
> Перейти в автоматический режим.
> Рычаги перемещаются в начальную точку в ожидании сигнала открытия формы.
> Всасывание 1 для изделия, крепление 1 для литника.
> Рычаги выходят из литьевой машины и активируют сигнал закрытия формы.
> Отпустить литник.
> Опустить изделие на конвейер и начать движение в течение 3 секунд.
> Рычаги возвращаются в положение ожидания.
6.3.3 Программа
Home X1: 0.0 Speed: 30 Delay time: 0.00
Home Y1: 0.0 Speed: 30 Delay time: 0.00
Home Z: 0.0 Speed: 30 Delay time: 0.00
Home X2: 0.0 Speed: 30 Delay time: 0.00
Home Y2: 0.0 Speed: 30 Delay time: 0.00
Home Vertical Posture Delay time: 0.00
- Wait: Mold Opened Delay time: 0.00
- Y1: 850.0 Speed: 90 Delay time: 0.00
- X1: 400.0 Speed: 90 Delay time: 0.00
- Y2: 850.0 Speed: 90 Delay time: 0.00
- X2: 400.0 Speed: 90 Delay time: 0.00
- Sucker1 On Delay time: 0.00
- X1: 0.0 Speed: 90 Delay time: 0.35
- Y1: 0.0 Speed: 90 Delay time: 0.00
- X2: 0.0 Speed: 90 Delay time: 0.35
- Y2: 0.0 Speed: 90 Delay time: 0.00
- Sucker1 Begin-cut
- Lock Mold On Delay time: 0.00
- Horizontal posture Delay time: 0.00
- Z: 1000.0 Speed: 90 Delay time:0.00
- Y1: 800.0 Speed: 90 Delay time: 0.00
- Y2: 800.0 Speed: 90 Delay time: 0.00
- Sucker1 OFF Delay time:0.00
- Y1: 0.0 Speed: 90 Delay time: 0.25
- Y2: 0.0 Speed: 90 Delay time:0.25
- Conveyor On Times: 1 Action time: 3.00
- Z: 0.0 Speed: 90 Delay time: 0.00
- Vertical posture Delay time: 0.00
- Mold End Delay time:0.00







